Introducing FabGuard APC
The FabGuard Advanced Process Control (APC) system provides a framework for developing run-by-run process control strategies and related automation solutions, such as executing metrology sampling plans. Control strategies apply business logic to previous recipe settings and measured data to calculate updated process recipe set points. Factory automation systems can then call a specific control strategy to get the updated recipe set points and apply them to the current process.
A FabGuard Integrated Process Monitor (IPM) with tool data sensors and integrated sensor solutions is able to capture excursions where the tools or processes have deviated from known good performance. While this is good for detecting excursions which place products at risk for scrap, it does nothing to compensate for yield and productivity losses caused by variability associated with the normal day-to-day drifts in equipment performance. FabGuard APC provides the next level of control by calculating recipe setting changes that are used to compensate for process and tool drift not associated with an excursion event.
Benefits
FabGuard APC optimizes yield, increases overall tool capacity, and extends tool process capability by providing optimal recipe settings for run-by-run, lot-by-lot, and/or qual-by-qual control moves.
- Yield Increases: Yields are increased by providing optimal recipe settings based on current tool performance and incoming product parameters. This method drives tools to better meet product targets.
- Tool Capacity Improvement: Overall equipment capacity can be improved by extending the time between preventative maintenance (PM) actions and reducing the number of qualification runs. The FabGuard APC system can run equipment within specification regardless of where the equipment is in its PM cycle. Continuous measurement of product for control purposes validates that the control moves are within specification. This also provides a lot-by-lot snapshot of tool performance, reducing the need for frequent qualification of the tool.
- Tool Capability Improvement: Tool life is extended and process capability is increased by adjusting process recipes to compensate for equipment age, current position in the maintenance cycle, changes to operating conditions, and changes in product requirements.
Figure 1 illustrates a factory process where no APC is present. Figure 2 shows the same process with APC optimization. Using APC for recipe adjustments has a significant and measurable ROI for the factory bottom line. In the example shown in Figure 3, the yield increase of a single part was 2%. Over a year, this saved the factory $185,000 from reduced wafer starts. Additional ROI is attained from increased tool capacity and fewer engineering hours spent recovering from Out-of-Control SPC violations.

Figure 1: The current system running in Open Loop where 1) the tool performance drifts over a PM cycle. 2) Different chambers running the same process provide different results. 3) Tool and processing states are only measured by daily quals.
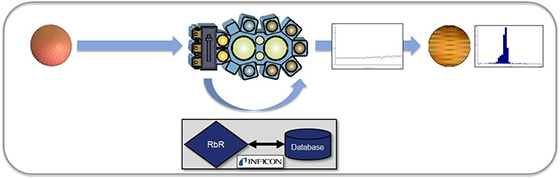
Figure 2: The current system with Closed Loop recipe adjustment where 1) APC compensates for tool drift over a PM cycle. 2) APC compensates for differences in chamber performance. 3) Tool performance is evaluated using continuous product measurements.
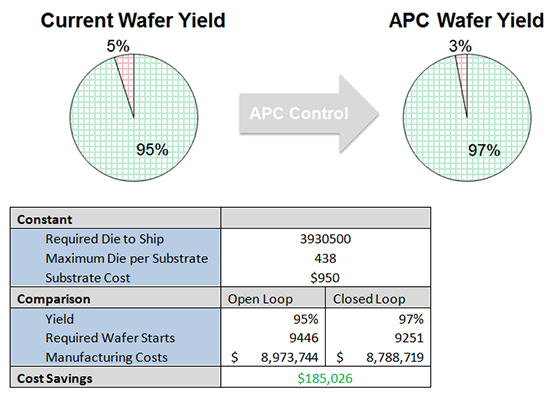
Figure 3: ROI yield increase example showing reduced wafer starts required.
Strategy and Flow
FabGuard APC provides factories with the tools to create custom logic and business rules to ensure the best recipe set point prediction possible. Logic can be configured to handle special needs such as send-ahead lots, new product introduction, as well as parameter and data relaxation to deal with low running parts, etc.
Control strategies are designed using a drag-and-drop ladder diagram interface. Components are dropped into the logic flow, connected to other blocks, and configured in place to allow for easy development and visualization of the logic flow (Figure 4.)
Developers can also create custom Java blocks to deal with integration of 3rd party data sources, custom mathematics, or specific and proprietary logic (Figure 5.) Custom blocks extend the system and use the standard drag-and-drop ladder diagram interface for use in control strategy development.
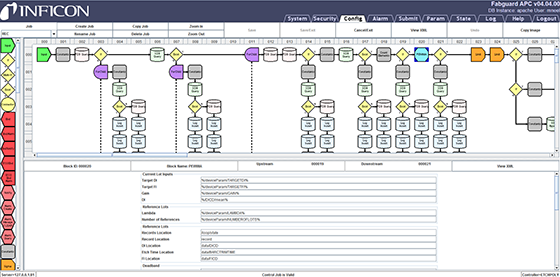
Figure 4: Example - Etch time recommendation control strategy for poly etch.
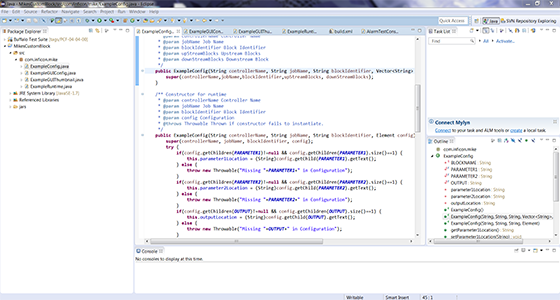
Figure 5: Example – Custom Java logic.
Integration
The FabGuard APC system provides upstream and downstream communication that allows bi-directional messages to be sent between the APC framework and multiple fab tools and other automation systems. For example, a Factory Automation system can send metrology data to the APC framework, receive results from the prediction calculations, and send updated recipe parameters down to the process tool (Figure 6.)
- Factory Automation: Using an XML protocol (E133.1 and legacy XML via HTTP) for control requests and data collection provides a simple method for integrating the controller into existing factory environments.
- FabGuard FDC: Bi-directional communication with FabGuard Fault Detection and Classification Systems allows engineers to merge FDC and control data for better understanding of processes and control moves. Alarms from FabGuard can be used to disqualify data in the APC system and Alarms from APC can be tracked in FabGuard.
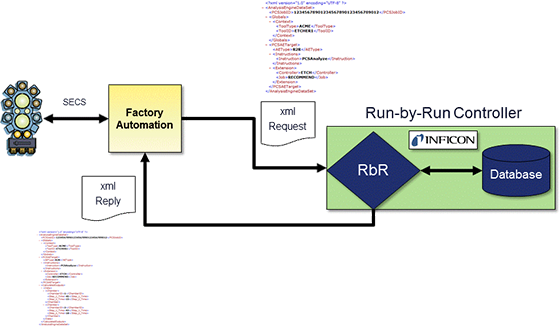
Figure 6: APC and Factory Automation communication path.
Product Features at a Glance:
- Easy to use web-based Graphical User Interface
- Integration with FabGuard FDC and eOCAP
- Comprehensive logging and control move history viewing
- Hierarchical parameters, limits, and constants
- SEMI E133.1 communication support
- Supports custom Java blocks for user-specific logic