Prueba de detección de fugas en convertidores de torque
Descripción del desafío técnico
Los vehículos de transmisión automática, especialmente los vehículos de pasajeros, están ganando popularidad en el mercado global, sobre todo en los segmentos de vehículos de gama alta y de lujo. Los vehículos de transmisión automática son famosos por la conducción sin esfuerzo, y el aumento de condiciones de conducción de parada y arranque en atascos está haciendo que los clientes opten por vehículos de transmisión automática. Cada transmisión automática necesita un convertidor de par y los fabricantes están intentando optimizar los convertidores de par para mejorar la eficiencia operativa del vehículo.

Se debe comprobar que los convertidores de par son estancos al aceite para evitar el desgaste de las piezas internas y el fallo temprano.
Al principio, incluso la fuga más pequeña en un convertidor de par molestará al conductor del vehículo (por ejemplo, una mancha en el suelo después de aparcar), pero con el tiempo, esta fuga provocará un mal funcionamiento del vehículo: Durante la aceleración, el conductor notará deslizamiento cuando el vehículo cambia del motor a la transmisión. En este estado también se da un desgaste acelerado del convertidor de par. Finalmente, si no queda aceite en el convertidor de par, este fallará por completo y ya no se transmitirá la fuerza de propulsión.
La carcasa del convertidor de par está hecha de dos armazones que se sueldan después del montaje de las piezas internas. Para el control de calidad se debe comprobar la estanqueidad de esta soldadura para evitar las fugas de aceite. Los convertidores de par normalmente se comprueban contra una tasa de fuga en el intervalo de 10-4... 10-5 mbarl/s.
La solución de INFICON
Prueba de estanqueidad de los convertidores de par
Hay dos opciones de pruebas de estanqueidad para los convertidores de par, en función del rendimiento de aspiración y la inversión necesarios:
| Ensayo de acumulación | Prueba de la cámara de vacío | |
|---|---|---|
| Rendimiento de aspiración | De bajo a medio | Alto |
| Inversión | Baja | Alta |
| Helio requerido | 100% | 20% a 40% |
Para la prueba de estanqueidad, se debe sellar el convertidor de par por los dos lados: en una superficie plana en el lado que da al motor (después esta superficie se sellará con una junta tórica) y también en el lado que da a la transmisión.
Los convertidores de par se pueden comprobar con baja inversión en un sistema de acumulación con el sensor de detección de fugas T-Guard.
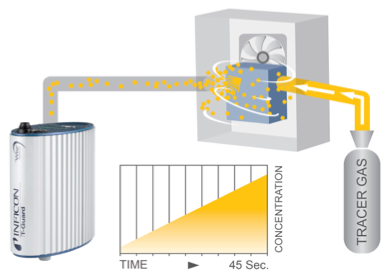
Ensayo de acumulación
Se coloca la pieza en una cámara simple en un adaptador del sistema de prueba de estanqueidad que sella todas las aberturas. Después se evacúa la pieza y se mantiene la presión de evacuación durante aprox. 2 segundos para comprobar las fugas grandes. Después se presuriza el convertidor de par con 100 % de helio hasta una ligera sobrepresión de aprox. 1.5 bar (~ 22 psi), permitiendo que el gas de ensayo escape a través de las posibles fugas a la cámara de acumulación. Los ventiladores se encargarán de garantizar que haya una distribución pareja del gas de prueba en la cámara. Por eso, sin importar la posición de la fuga, se garantiza la obtención de medidas precisas. Es en este punto cuando el sensor de detección de fugas T-Guard determina la concentración de gas de ensayo en esta atmósfera. Un aumento de la concentración se convierte en una tasa de fuga.
Para la comprobación del rendimiento de aspiración alto y el ahorro del coste de helio, se deben comprobar los convertidores de par en los sistemas de las cámaras de vacío.
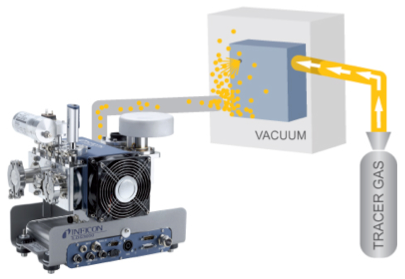
Prueba de la cámara de vacío
Para un rendimiento de aspiración mayor y un menor consumo de helio, se usa la prueba de la cámara de vacío. El convertidor de par se coloca en la cámara de ensayo y se conecta al sistema de vacío. Una vez que se haya cerrado la tapa de la cámara, unas bombas de vacío generan un vacío en el volumen interno del convertidor de par y en la cámara de vacío. Cuando se evacúa el convertidor de par, se rellena con un 20 a 40 % de helio. De este modo, el helio puede pasar al exterior y, si hay una fuga, el detector de fugas de helio LDS3000 de INFICON (que está conectado a la cámara de vacío) detecta los átomos de helio cuando estos emergen del convertidor de par.
Tanto el ensayo de acumulación como la prueba de la cámara de vacío permiten que el operador detecte fugas con confianza y con una alta precisión de repetición. Las pruebas no se ven afectadas por el calor y la humedad en las piezas de ensayo o en el entorno. Además, las piezas se pueden comprobar rápidamente tras la soldadura.
Beneficios de las pruebas de estanqueidad con gas de prueba
- Se obtienen mediciones precisas, repetibles y trazables para una prueba de estanqueidad segura
- Métodos de prueba muy sensibles, permiten detectar fugas pequeñas (en el intervalo de 10-4 ... 10-6 mbar L/s).
- Comprobación independiente de la temperatura y la humedad
- Proceso en seco, sin riesgo de entrada de agua durante la prueba
- Opción de proceso automatizado de alto rendimiento de aspiración, además de un proceso de bajo coste disponible
Para obtener más información, visite www.inficonautomotive.com