Tool Operator Interface Expansion
 |
Background
One of the main driving forces for increasing productivity and minimizing scrap in modern factories is automation. In semiconductor and related factories, automation has specific meaning: utilizing Equipment Integration (EI) to connect tools to a factory Manufacturing Execution System (MES) with the goal of minimizing or eliminating direct operator interaction with the tool. Implementation of automation consists of several steps, each decreasing the possibility of error during execution:
- Using a consistent UI for all tools to "program" each tool for processing (eliminating the use of tool's UI).
- Automatic sequence/recipe selection based on Lot ID entered by the operator.
- Elimination of the user interface and direct tool "programming" by the MES using an API.
- Elimination of unsanctioned changes to tool recipes, with FabGuard® Tool Recipe Management (TRM) software.
- Implementation of full factory scheduling with automated and semi-automated lot movement, with FPS NextMove and FPS Dashboard software.
- Implementation of full factory data acquisition and analysis, with FabGuard FDC software.
- Implementation of Run-by-Run control for direct modification of key recipe parameters based on virtual and actual metrology, with FabGuard APC software.
In this article we will discuss the first three steps to a fully automated fab.
Tool Operator Interface (TOI) Introduction
TOI is a FabGuard module that implements factory automation, allowing for a central and consistent UI used to start processing of a Lot on every tool. When coupled with MES integration, TOI eliminates the need for the operator to perform sequence/recipe selection. Additionally, direct MES-to-tool integration can be achieved by using the TOI Application Programmer Interface (API), eliminating direct operator interaction with the equipment user interface.
TOI supports several key automation requirements:
- Track In/Out: Inform the MES system that a decision has been made to process specific lots on a specific tool (Track In) and informing the MES system that a specific lot on a specific tool can continue to the next tool (Track Out).
- Pre-processing: Gather the relevant information from the tool and the MES prior to wafer processing. This includes requesting per lot and/or per wafer recipe information from the MES.
- Provisioning: Send all the relevant SECS messages to the tool to prepare for processing.
- Starting: Send all the relevant SECS messages to the tool to start processing.
- Monitoring: Request information from the tool to monitor the progress of processing and report any errors as a feedback to the users and the MES.
- Ending: Send all the relevant SECS messages required after the process ends, including tool specific venting and unloading commands.
Given that there are few standards regarding these SECS messages, each equipment OEM has custom SECS messaging for automation. This requires a custom SECS implementation for every tool type. Those customizations are captured within TOI to simplify overall factory automation.
FabGuard's TOI functionality is implemented in three distinct components:
- FabGuard Process Monitor (IPM): Manages the communication with the tools to send, receive, and manage all the TOI messages. This includes the knowledge of which messages are required and when these messages need to be sent.
- FabGuard Executive: Maintains the state for the current user interaction with TOI for each tool and the generation of the operator user interface via FabGuard Web. FabGuard Executive is also responsible for handling all the API requests and routing them to specific FabGuard IPMs.
- FabGuard Web: Rendering of the user interface used by the operators to initiate and monitor TOI is performed by FabGuard Web.
TOI Requirements
TOI operation has several key FabGuard requirements without which TOI capability will not be available to the user:
- Global preferences for TOI must be correctly configured. This includes enabling Provision and/or Start functionality, configuring MES messages, and enabling Track In/Out (Figure 1.)
- The SECS DLL and Tool Type in FabGuard IPM must match each other. This is universal protection for sending any control messages to the tool and is required to prevent communication mismatch.
- The SECS DLL must support TOI functionality. Since each TOI communication implementation must be custom for each tool type, support for TOI is not guaranteed for every SECS DLL. (Please refer to FabGuard Help for more detailed information or contact FabGuard support.)
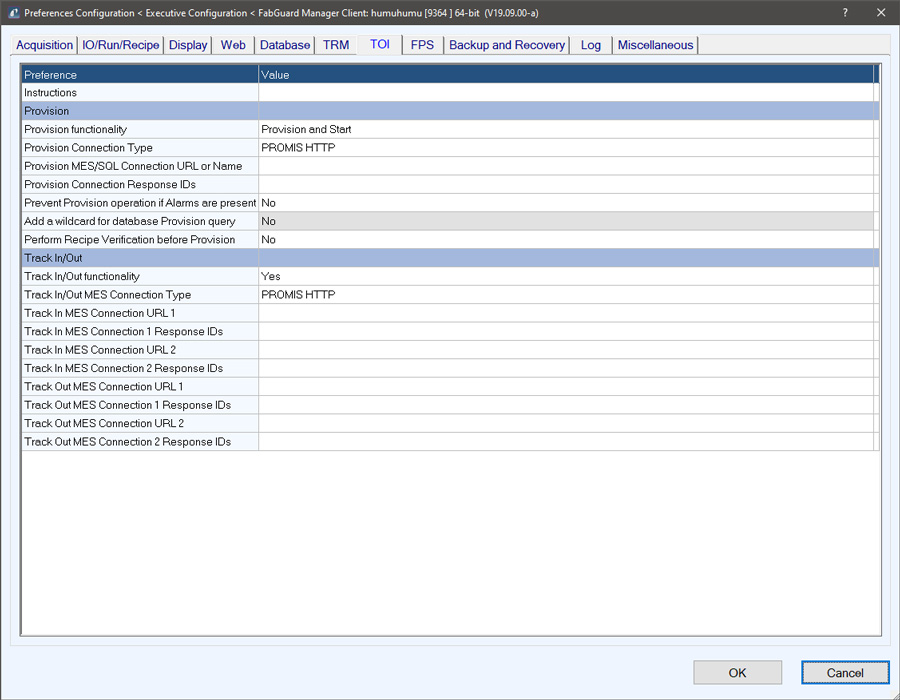
Figure 1: Global Preferences configuration screen for TOI.
Track In/Out
Track In/Out is purely an MES functionality. The MES and any independent factory scheduling software must be made aware of the decision to process specific lots on a specific tool. With this information, the MES can determine what recipe the tool will use for processing and send this information to FabGuard as part of the Provisioning stage. Similarly, Track Out commands are sent to the MES when processing is complete, when the substrates are removed from the equipment. This is to signal that the lots are ready for the next processing step. All Track In/Out messages are sent to the MES and the message format is dependent on the MES software. FabGuard allows the user to enter the format of the message and the information on how to extract relevant information from the response.
TOI User Interface
The user interface for TOI has evolved to meet the need for more advanced capabilities. Originally, TOI simply allowed users to enter a Lot ID, select a port on the tool, and click on a start button. This functionality has evolved to provide the state of all lot and wafer processing currently executing on the tool, allow for wafer loading/unloading especially on batch tools such as furnaces, and allow for per lot and per wafer recipes via slot maps. The increase in functionality resulted in significant improvements to the user interface.
Available functions are governed by what the process tool supports. Tools may show the "Load" and "Unload" buttons, separate "Provision & Start" buttons, or combine "Provision & Start" into a single button called "Start". Furthermore, some names, such as the names of ports, are tool dependent. The interface reflects the tool designations for ports and chambers, while still maintaining a unified user interface for all tools. For example port names may be "1", "2", and "3" on one tool and "A", "B", and "C" on another (Figure 2.)
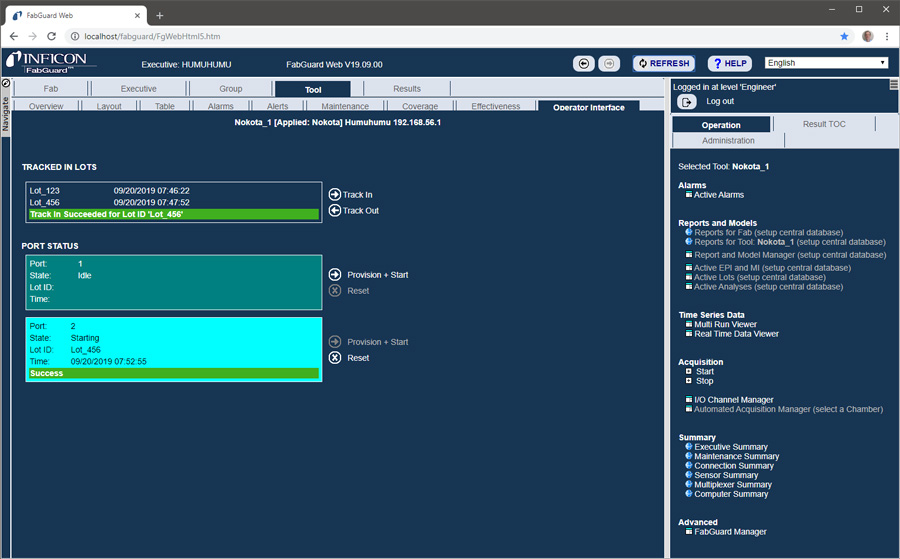
Figure 2: TOI user interface in FabGuard Web showing Track In, Track Out, and combined Provision + Start controls.
The UI consists of two sections:
- Tracked In Lots: Shows all the lots that have been Tracked In. Figure 2 shows two Tracked In lots.
- Port Status: Shows the status of each port on the tool. The status includes Port State, Lot ID, Lot Start Time, and the result of the last message to the tool. The background color also reflects the Port State and the last message outcome, providing a quick visual reference. Figure 2 shows that port 1 is idle (ready), while port 2 is in the middle of starting.
To the right of Track In/Out and each port, there are a set of user controls to allow the user to interact with the TOI system. Clicking these links will display a form the user must complete before they can submit a request. For example, to start processing the user must supply lot information (Figure 3.)
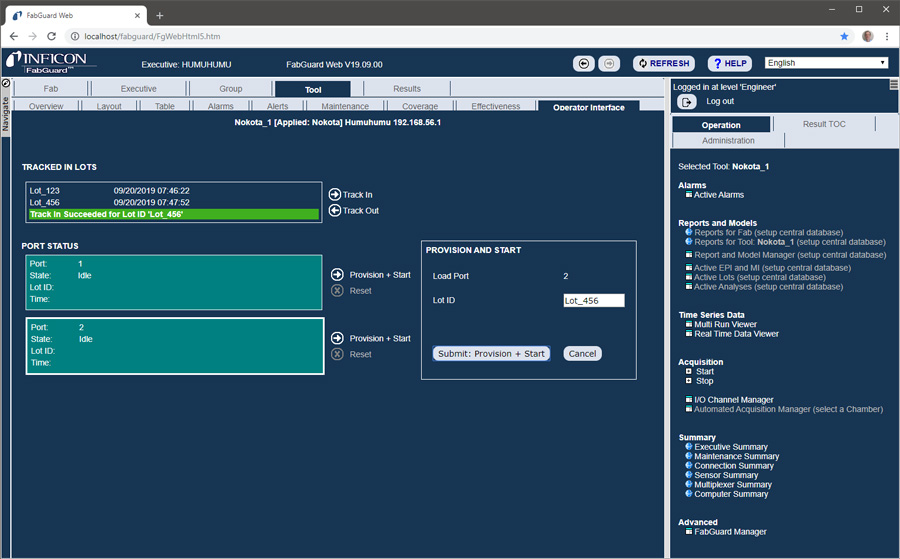
Figure 3: TOI user interface in FabGuard Web showing the Provision and Start form. A user must enter a Lot ID to continue.
Reset
Because TOI requires exchange of multiple messages between FabGuard IPM and the tool, it is possible for the operator to use the native tool user interface and interrupt this exchange of messages. In this case, FabGuard IPM will no longer be in sync with what the actual tool is doing. When the FabGuard TOI state does not match the actual tool state, the "Reset" command forces the FabGuard state to reset, as if no lots or wafers are being processed. Once the tool also returns to idle state, operators can resume using the TOI UI.
Application Programmer Interface for Customization
The Application Programmer Interface (API) allows customers to create their own user interface so they can eliminate the need for an operator to start lot processing. The API allows customers to:
- Request TOI configuration information specific to each tool, including:
- Names of ports
- Support for Load, Unload, and Slot Map
- Slot Map information returned from MES
- Etc.
- Request Track In/Out and Port status from FabGuard, including the last message.
- Initiate any TOI function by providing the same information the user would provide in the form using the UI.
Please refer to the API document in FabGuard Help and contact Application Support for more information.
Summary
Tool Operator Interface functionality is part of a broader automation of semiconductor and related manufacturing. FabGuard TOI concentrates on eliminating errors associated with many different tool user interfaces, and the use of incorrect recipes during processing. TOI is part of the FabGuard suite of products aimed automation manufacturing, process monitoring, fault detection, and scrap prevention.