Metrology Sampling Optimizer Evolution
 |
 |
Introduction
The Metrology Sampling Optimizer (MSO) is designed to handle baseline metrology sampling using either time or percentage rules. Beyond baseline sampling, rules may be configured to handle event-based sampling. Event rules ensure that at risk lots are sampled after a given tool down or qual event. For all three cases, time, percentage, and event sampling, MSO optimizes the sampling plan to prevent independent or additive sampling. This optimization minimizes the number of lots needed to satisfy all sampling rules.
New Features and Enhancements
Collaboration with pilot customers has allowed our development team to rapidly improve the application.
- New features in our Sampling Coverage Dashboard provide quick investigation and understanding of product risk
- Updates to the UI make rule management quick and easy
- New factory scenarios are included in our core logic updates to satisfy customer needs
Sampling Coverage Dashboard Includes Configurable Risk Parameters
One of the main objectives of a sampling plan is to make sure that no tools are being under sampled. Two parameters were developed for the Sampling Coverage Dashboard that allow engineers to establish an acceptable risk level by tool:
- Number of lots at risk
- Number of wafers at risk
- Time to detection
These limits are displayed in the dashboard using easy to diagnose colors (red, yellow, green) to highlight tools or modules that are outside acceptable limits (Figures 1 and 2.) Users may adjust sampling rates to ensure no tools are being under or over-sampled.
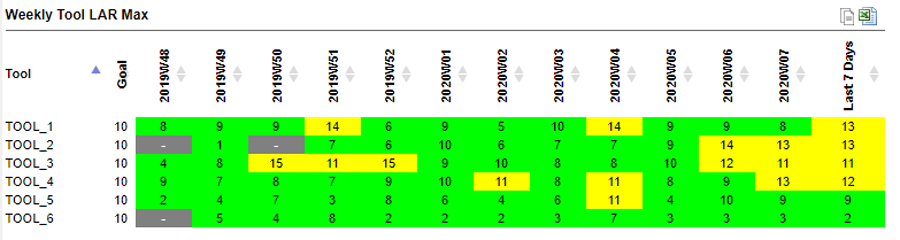
Figure 1: Weekly Tool Lots at Risk (LAR) Max dashboard plot showing which tools exceeded the goal of no more than 10 lots at risk.
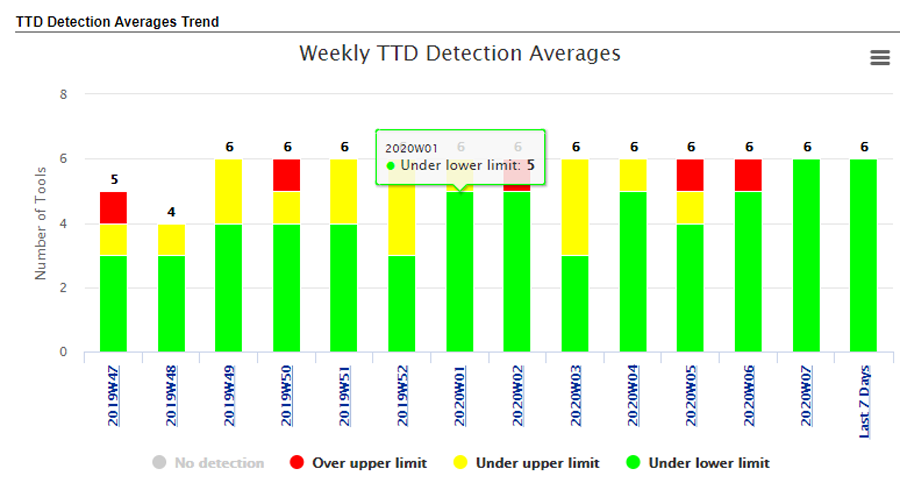
Figure 2: Weekly Time to Detection (TTD) Averages dashboard plot showing how many tools exceeded the configured time to detection thresholds.
Simplified Rule Management
Enhancements to the Rule Configuration UI focused on simplifying the process of creating and editing rules. Significant design changes were made that resulted in a clean and clear layout. Additional functionality was added for easy step searching when linking processing steps with metrology.
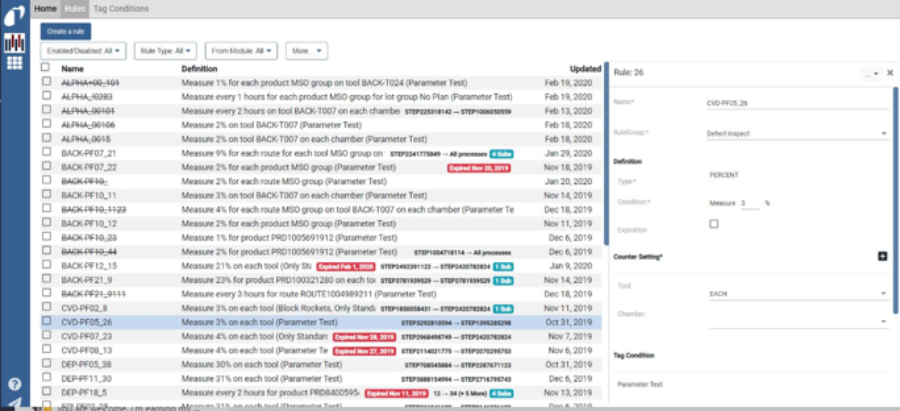
Figure 3: Enhanced Rule Configuration UI with new layout design.
Core Logic Improvements Handle new Sampling Cases
The following core logic enhancements were developed to handle new sampling cases:
Tag Conditions – Not all lots that run through a process tool are allowed to be tagged. Some lots do not have a recipe at the metrology steps. Other lots are a certain product or lot type that should never be sampled. The tag conditions feature tells the system which lots are allowed to be sampled when a rule condition is met.
Linked Metrology – A user can ensure that the same lot is tagged at linked metrology steps. The most common example is ensuring the same lot is tagged for a pre/post measurement.
MES Action Limits – Limits were added for rules to ensure that lots are sampled and metrology data is received. If the sampling conditions are not met and the MSO cannot find material to measure, these limits allow MSO to keep the factory from continually increasing risk by interacting with the MES (i.e. take a tool offline).
MSO of the Future
FabGuard® FDC Integration for Rapid Learning
The integration of MSO and FabGuard FDC will provide the ability to rapidly improve fault detection capability. When a fault is detected, MSO will force a metrology measurement to learn if there was a corresponding bad metrology result. If there was a bad metrology result but no fault detection signal, then the information can be provided to engineering to investigate why there was no fault and identify areas for enhanced detection or sensorization. The combination of the two products will lead to new learnings that would not be possible independently.
Dynamic Sampling Based on Scan Results and Metrology WIP Management
MSO will continue to improve as we add dynamic sampling rates based on scan results, as well as handle active WIP queue management at the metrology steps for capacity limited scenarios.
Summary
Thanks to all of the great feedback we are receiving from our pilot clients, we were able to make significant improvements and really take the MSO product to the next level. The current version provides better sampling coverage, is easier to manage, and handles more complex sampling cases.