APC Application Synergy
There is a great amount of capability, flexibility, and scalability within an APC framework-based solution to develop control strategies as needed to minimize process variability and maximize product yield. Where things can get really exciting, however, is when these applications are integrated to form solutions that are greater than each component individually (Figure 1.) This article will explore some of the capabilities that can be realized through synergy across FabGuard applications.
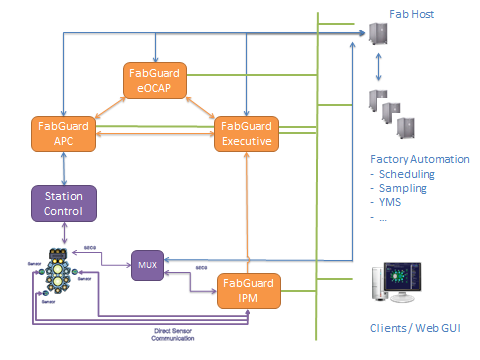
Figure 1: An illustration of the Advanced Process Control application integration, both to each other and to other factory automation systems.
Background
The FabGuard Advanced Process Control (APC) system was introduced in the May 2016 newsletter as a framework for developing run-by-run (RbR) process control strategies and related automation solutions. RbR control is an essential aspect of a comprehensive APC implementation, where such strategies will recommend adjusting recipe settings over time to compensate for drifting process states. Post-process metrology might be used to calculate feedback adjustments, pre-process metrology might suggest changes in the current process to compensate for incoming variability, or several processes might be examined together to assess and correct for cumulative variability across a number of interrelated process steps.
RbR control is a natural complement to other APC methodologies, including Fault Detection and Classification (FDC), Statistical Process Control (SPC), and related solutions like FabGuard eOCAP for out-of-control responses. Each traditionally has a different area of focus, and some inherent timeframe and scope over which their analyses operate. Taken together, a comprehensive APC implementation can identify acute equipment issues, mitigate drifting tool states, and all the while ensure output meets quality specifications.
Application Synergy
APC solutions effectively make automated decisions based upon available data and the information that can be extracted from that data. The quality of the decisions made, and any subsequent actions taken, will be dependent upon the amount and quality of information on which to base those decisions. Similarly, the benefit that can be derived from those decisions is a function of what capabilities are available to that given application. Synergy between solutions can make more data available and extend more capability to a given solution engine. The efficacy is improved through such synergy, and the benefit realized can be greater than any single solution would otherwise be able to achieve.
APC applications traditionally work with a prescribed set of information that inherently lies with the scope of a solution type. For example, FDC applications generally operate upon real-time tool and sensor data, and make decisions based on what information can be extracted from that data. Inline metrology data is traditionally assessed by SPC in the context of product quality, and can be further used to drive RbR control decisions for process recipe adjustments. These applications focus on run-based decisions, and mostly in the context of product quality. Given such traditional implementations, each then has a prescribed scope of decision automation and an inherent limitation on the scope of resulting actions.
Through operative coupling between applications, however, information can be shared to drive a more complete response based upon a more holistic view. The following examples illustrate this potential.
RbR and FDC
RbR control and FDC are often implemented as complementary control applications that operate with different data and corrective actions. Practically speaking, these applications do not share knowledge. While each can be effective while operating independently, there are areas that can benefit from knowledge transfer.
Process Tolerance
One of the fundamental questions to answer in an FDC application is whether a certain amount of variability is significant in terms of product quality. Inline metrology data can provide visibility into the results of each process, and can be used to build that bridge. RbR control configurations can also provide the needed context in terms of process sensitivity to set point changes and allowed process set point ranges. Metrology filtering is also a critical component of RbR control strategies, and can provide the needed processing of raw metrology results for use in making control decisions.
Metrology Correlation
Beyond a simple comparison, FDC applications can build mathematical correlations between real-time parameter behavior and post-process metrology results. These correlations can be used to improve the knowledge used to determine equipment health, as it takes into account process health beyond available real-time information. Alternatively, these correlations can be used as metrology prediction, thereby facilitating the development of Virtual Metrology or Predictive Maintenance capabilities through combined analyses.
Root Cause Identification
Quality business processes will often prescribe a root cause investigation, complete with identification of corrective actions, based upon identified violations. Inline metrology data can be operatively coupled with FDC analysis to identify whether a given quality excursion has an assignable root cause within the equipment space, and can help identify specifically which bins and figures of merit can highlight such assignable causes. With this visibility, FDC applications can benefit from informed continuous improvement to increase coverage to known quality issues, and effectively mitigate their impact in the future (Figure 2.)
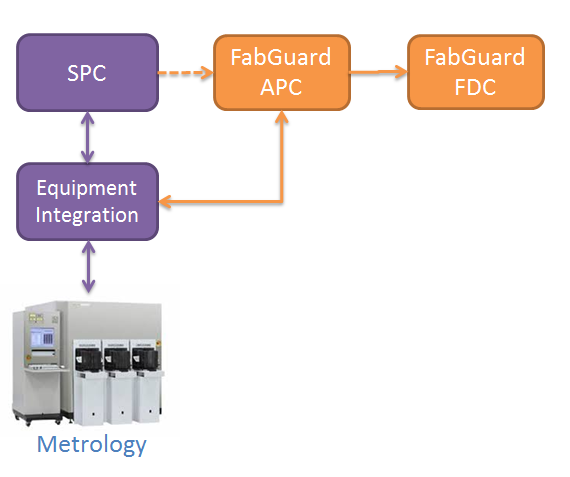
Figure 2: Inline metrology results and related information can be pushed to FDC for metrology correlation and root cause identification.
Fault Detected
RbR has a focus on inline metrology results, and can derive meaningful conclusions when paired with process context and recipe information. Often, the available information cannot point to the cause of poor metrology results. It can be beneficial for FDC applications to inform an RbR solution of aberrant equipment performance or maintenance conditions. Armed with such information, the RbR application might make a better decision on how to leverage any post-process data collected from affected substrates. In the case of aggressive metrology sampling regimes, it may also be possible to force metrology on those affected substrates to ensure any resulting quality degradation is assessed appropriately.
Process Observability
RbR solutions are affected both by controlled and uncontrolled process conditions. In nominal installation, the controller can usually find a way to infer when conditions have changed that would affect needed recipe adjustments. With integration to FDC and its inherent capability to collect sensor data, direct information may be used to determine better recipe settings with increased confidence. This would be gained through direct sensor readings of important process characteristics, or better inferred from FDC analysis of trace data to determine process stability or performance to expectations (Figure 3.)
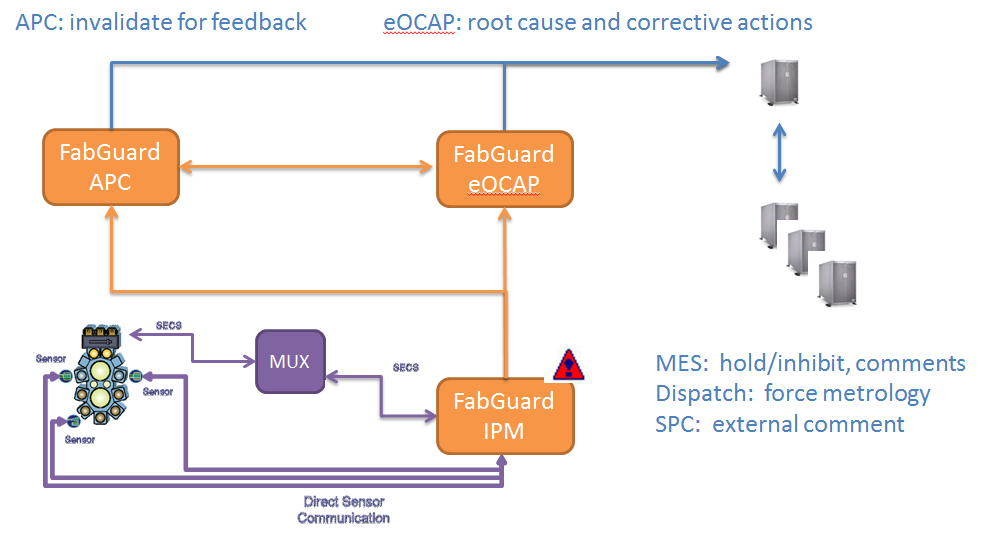
Figure 3: Demonstration of how communication of an FDC fault can influence and/or drive further decisions in eOCAP, APC, SPC, MES and metrology sampling.
eOCAP for APC Solutions
In much the same vein, eOCAP strategies can benefit from, and provide more benefit to, a number of integrated applications. The need to follow up on an out of control event certainly will originate with a specific decision from a given application, but the resolution and needed closure should take advantage of all control capabilities.
A common need within the execution of an eOCAP strategy is to retrieve additional information from other sources and applications. With more in depth root cause identification and assessment, it may also be true that some needed corrective actions lie outside the scope of the originating application. With integrated applications, support of both of these use cases can be improved.
Nonstandard Operation
In some cases, there will be a condition where unexpected results turn out to be intentional. Experiments, pilot lots, operator overrides and similar requests can intentionally change the process recipe even without apparent change to the recipe name or other available factory context. RbR solutions are typically required to parse such information and use cases, and should therefore be able to readily provide this insight. This could be done directly between control applications to directly report the nonstandard conditions at the point of failure, but at minimum should be made available to eOCAP workflows to efficiently identify this as a contribution.
Equipment Lifecycle
Another common investigation is to determine any impact of equipment maintenance lifecycles on product quality. Proper monitoring and reporting of maintenance indicators, and the derived information about the maintenance lifecycle, can help identify this and contribute to a given out of control event. RbR control applications can also make use of this information in determining confidence in a given control recommendation, or even use this information to make an informed control move based upon a modeled impact of the chamber lifecycle.
Application Harmonization
Implementation of two or more applications can lead to situations where there is disagreement about the existence of true out of control conditions. The successful resolution of an event is a good opportunity to clarify the final disposition within the solution space to create shared, informed visibility to quality control. Explicit comments within each application can provide metadata to application maintenance and continuous improvement activities. Resolution of common follow-up activities may be built into the execution path of the eOCAP strategy, so that explicit maintenance of one application may be requested from a second.
Summary
Application synergy facilitates a capability to make more decisions, furthers the extent of automated actions, and reduces MTTD / MTTR through leveraging all available information across applications. In short, more data creates more information, and more information drives automated decisions or engineering efforts to faster completion and better resolution of identified issues.
The product roadmap for each FabGuard product is actively being developed to provide seamless integration between applications. The objective is to support these types of use cases easily from within integrated FabGuard applications, and leverage the ability to support needed integration between them out of the box. For more information on current integration capabilities and methodologies, please see “Using Web Services in the Field.”