TRANSLATE:
![]()
![]()
![]()
Leak Testing of Electric Drive Motors
The market for electric vehicles is growing rapidly. More and more electric drive motors are being developed for this particular application. Electric drive motors can either be part of an integrated electric drive system (with power control and transmission) or standalone units.
Electric drive motors (DM) need to be tested for protection against water ingress as well as for leaks form the cooling water jacket.
Electric drive motors are typically exposed to water either from the environment or during high pressure water cleaning in car wash stations. Thus, they need to fulfill ingress protection requirements of IP67 up to IP69. This leads to leak rate requirements of 10-3 mbar l/s (for plastic or steel housings) and 10-5 mbar l/s for aluminum housings.
More and more motors also use active water cooling for the motor so it may be held at a constant temperature for maximum efficiency. The cooling liquid is typically a water / glycol mixture. It is crucial that the water jacket of an electric motor is tested for leakage to avoid water leaking into the electric parts of the motor and causing short circuits. The typical leak rate requirement for leaks in the water cooling circuit are in the 10-3 mbar l/s range. Water must not leak out of any potential leak channels.
Water cooling circuits should not be tested by air leak testing / pressure decay testing as any components in the water cooling circuit are designed for rapid heat transfer, which causes the parts to change temperature very quickly. Air leak testing / pressure decay testing is very sensitive to temperature changes. An increase in temperature during the testing time will mask potential leaks; a decrease in temperature will cause a virtual leak to be detected - a false alarm in the testing system.
The INFICON Solution
Testing of drive motor housing for ingress protection – steel or plastic housing
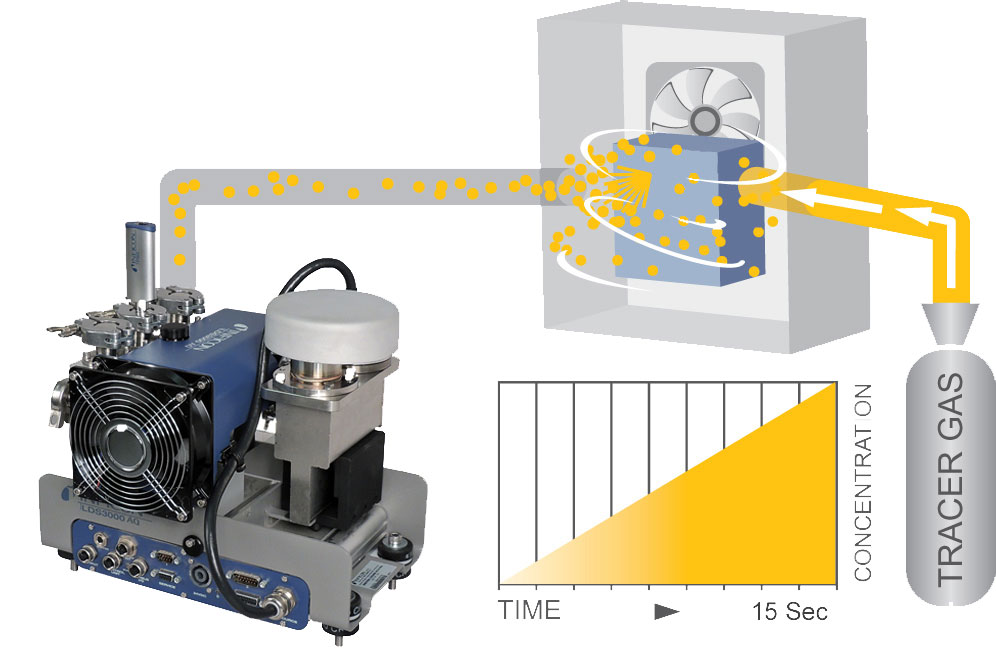
In accumulation testing, the motor housing is filled with helium, placed in an accumulation chamber and the rise in helium concentration in the chamber is detected by an LDS3000 AQ leak detector.
If made from steel or plastic, the housing of the motor can be tested via accumulation leak detection. The housing is evacuated and backfilled with helium or a forming gas (a 5% hydrogen in nitrogen mixture) as tracer gas at approx. 5 bar (or whatever maximum pressure the housing may endure) and sealed. The filled housing is then placed in an accumulation chamber and the tracer gas concentration in the accumulation chamber is monitored by an LDS3000 AQ leak detector. If a leak is present, the concentration in the accumulation chamber will rise over time and the rate of rise is a measure for the leak rate of the part. After testing, the tracer gas is reclaimed from the part and the part is vented. The reclaimed tracer gas may be used for the next testing cycle.
Testing of drive motor housing for ingress protection – aluminum housing
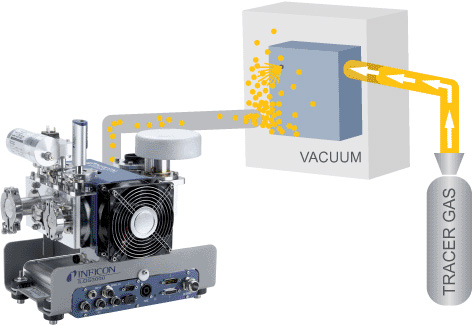
In vacuum chamber testing, the drive motor is filled with helium, placed in a vacuum chamber and any helium escaping from a leak is detected by the LDS3000 leak detector.
If made from aluminum, the motor housing must be tested via vacuum chamber leak detection. The housing is again evacuated and backfilled with helium at approx. 2 - 3 bar (or whatever maximum pressure the housing may endure) and sealed. The filled housing is then placed in a vacuum chamber. The vacuum chamber is also evacuated to very low pressure and a LDS3000 vacuum leak detector is connected to the chamber. Any helium escaping from the test part will be detected by the LDS3000 and a leak rate for the part is displayed. After testing, the helium is also reclaimed from the part and the part is vented. The reclaimed helium may be used for the next testing cycle.
Testing of the water cooling jacket - steel or plastic housing
For testing the water jacket of the housing, the water jacket cavity is filled with tracer gas (helium or forming gas = 5% hydrogen in nitrogen) at approx. 2 - 3 bar (or whatever maximum pressure the material may endure) and the inlet and outlet of the water cooling channel is sealed. The housing is then placed in an accumulation chamber and the tracer gas concentration in the accumulation chamber is monitored by an LDS3000 AQ leak detector. If a leak is present, the concentration in the accumulation chamber will rise over time and the rate of rise is a measure for the leak rate of the part. After testing, the tracer gas is reclaimed from the part and the part is vented. The reclaimed tracer gas may be used for the next testing cycle.
Testing of the water cooling jacket - aluminum housing
If made from aluminum, the water jacket cavity is filled with helium at approx. 2 - 3 bar (or whatever maximum pressure the material may endure) and the inlet and outlet of the water cooling channel is sealed. The part is then placed in a vacuum chamber. The vacuum chamber is also evacuated to very low pressure and an LDS3000 vacuum leak detector is connected to the chamber. Any helium escaping from the water jacket will be detected by the LDS3000 and a leak rate for the part is displayed. After testing, the helium is reclaimed from the part and the part is vented. The reclaimed helium may be used for the next testing cycle.
Benefits of Leak Testing With Tracer Gas
- Highly sensitive testing to find small leaks
- Short cycle times in testing guarantee high throughput
- Highly reliable results of testing as independent of temperature and humidity
- Robust leak testing equipment with high uptime
For more information, please visit us at www.inficonautomotive.com or call your nearest sales representative.